电热蒸汽硫化罐是橡胶制品、复合材料成型硫化的核心特种设备,凭借无需外接锅炉、安装便捷、温控精准、环保合规的优势,广泛应用于中小生产企业的硫化加工场景。设备的选型合理性直接决定生产产能、产品品质与生产安全,而规范的使用和维保操作,能够有效降低能耗、延长设备使用寿命、规避生产故障与安全隐患。本文将系统讲解电热蒸汽硫化罐的选型要点、规范使用方法、提质增效技巧及安全操作规范,为设备选配与日常生产提供全面的技术参考。
一、电热蒸汽硫化罐科学选型要点
选型的核心原则为资质合规、参数匹配、安全完备、适配产能,需结合自身生产工艺、产品特性和厂区条件综合考量,杜绝盲目选型导致的产能不足、能耗过高、合规性不达标等问题。

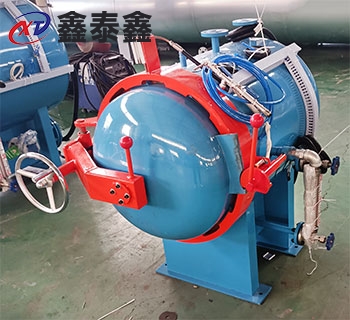
选型前期需精准梳理自身生产需求,明确加工制品的尺寸、重量、橡胶材质以及对应的硫化工艺标准。不同材质的橡胶制品硫化参数存在明显差异,常规硫化温度区间在120℃至180℃,工作压力维持在0.3MPa至0.8MPa,硫化时长根据产品厚薄、材质特性控制在10分钟至120分钟。同时需结合日产量匹配设备规格,设备装料率建议控制在70%至80%,选型时预留10%至20%的产能扩容空间,适配后续生产增量需求。在设备结构形式上,卧式硫化罐为行业主流,装卸料操作便捷,适配绝大多数常规制品加工;立式硫化罐占地空间更小,主要适用于细长型特殊制品的硫化生产。
加热方式的选择需贴合厂区生产条件,电热蒸汽式设备内置电加热水产汽系统,无需外接锅炉,安装灵活、温控精度可达±1℃,适配无集中蒸汽源、环保管控严格的中小产能生产场景,唯一短板是相对外接锅炉蒸汽加热能耗略高。而外接锅炉的直接蒸汽加热方式升温速度快、罐内温度均匀性更佳、长期生产能耗成本更低,更适合大型企业的连续化量产模式。
合规与安全配置是选型的核心重中之重,电热蒸汽硫化罐属于压力容器特种设备,必须认准具备正规特种设备制造许可证、TSG21认证及全套监检证书的设备,坚决杜绝无证、挂靠厂家的非标设备,从源头规避合规风险。罐体材质优先选用Q345R压力容器专用钢板,具备优良的耐腐蚀性和抗疲劳性能,适配长期高压高温作业环境;设备保温层采用50mm至100mm厚度的硅酸铝棉,外部包裹彩钢板,可有效降低设备散热损耗,控制设备表面降温速度。
全套安全装置是设备安全运行的基础,缺一不可。标准配置包含快开门安全联锁装置,确保罐体未完全泄压时无法开启罐门,从硬件上杜绝带压开门的安全事故;搭配整定压力0.85MPa至1.0MPa的安全阀,可在设备超压时自动泄压;同时配备双配置的压力表与温度表,且需定期校验保障数据精准。此外,设备必须搭载超温超压报警、自动停机、紧急泄压、手动排水和放气功能,构建全方位安全防护体系。控制系统优选PLC触摸屏智能控制系统,支持多段温压曲线设定、自动计时、生产数据存储追溯,能够将温度误差控制在±1℃,压力波动稳定在±0.02MPa以内,保障硫化工艺的稳定性。
设备核心参数需遵循安全冗余原则选型,设计压力必须高于最高工作压力0.2MPa以上,行业常用标准设计压力为0.85MPa,严禁超额定压力运行;设计温度需比最高工作温度高出20℃,常规设备设计温度为180℃,预留充足的安全余量。加热功率按照设备容积配比,每100L容积配置0.5kW至1.0kW加热功率,平衡升温速度与日常能耗。罐门密封普遍采用耐温200℃的充气式硅胶密封圈,正常工况下使用寿命不低于500次,是保障罐体密封、杜绝漏气泄压的核心配件。
厂家与售后筛选同样关键,优先选择拥有五年以上压力容器生产经验、具备丰富橡胶及复合材料行业配套案例的正规厂家,可实地考察生产车间工艺与质检流程,保障设备做工质量。优质的售后体系包含免费上门安装调试、全员操作培训,24小时技术响应、48小时上门维修服务,行业通用质保标准为整机质保一年,加热管、密封圈等易损核心部件质保半年,同时厂家需常备易损件库存,保障设备故障可快速修复,减少停产损失。
二、设备规范使用标准与实操技巧
科学规范的操作是保障产品硫化品质、减少设备故障、延长设备使用寿命的关键,整套操作流程分为开机前检查、装料关门、升温硫化、泄压出料、关机维保五个核心环节,每个环节均有严格的操作规范。
每日开机前必须完成全方位设备检查,这是规避当日生产故障的基础。需检查罐体外观无变形、裂纹、锈蚀问题,罐内清洁无杂物残留;确认安全阀、压力表、温度计均在校验有效期内,动作灵敏、数据显示准确,安全联锁装置无卡顿、失效问题。重点检查罐门密封圈,无破损、老化、变形现象,可提前涂抹高温润滑脂保障密封效果;检查设备电源电压稳定,波动范围控制在±5%以内,水箱水位充足,且设备排水阀、放气阀处于正常关闭状态,控制系统参数复位无故障报警,手动、自动模式切换正常。
装料与关门环节直接影响硫化均匀度,装料时需将制品均匀摆放,制品之间预留不低于50mm的蒸汽流通间隙,严禁密集堆叠、制品贴壁放置,避免出现局部硫化不均、产品变形问题。大型异形制品需搭配专用工装固定,防止高温高压下制品形变。装料完成后进行罐门锁紧,遵循手动初步旋紧、电动辅助锁紧、就位指示灯确认的二次锁紧流程,最后插好安全联锁插销,确认罐门完全密封锁定后方可启动设备。
升温硫化是把控产品品质的核心环节,启动加热设备、打开进水阀后,需先开启放气阀持续排气3至5分钟,彻底排出罐内冷空气,直至排出介质为纯净蒸汽、无冷凝水杂质后,再关闭放气阀缓慢升压,冷空气排净可有效避免产品出现气泡、硫化不均缺陷。升温过程建议采用分段升温模式,按照设定工艺曲线逐步提升温压,杜绝温度压力骤升骤降,保证罐内温压环境稳定。硫化恒温阶段需精准计时,若生产中途设备暂停,需准确记录已运行硫化时长,重启设备后累计计时,保障硫化工艺时长达标。硫化过程中每30分钟进行一次微量排水,及时排出罐内冷凝积水,避免积水导致局部温度偏低,影响整体硫化均匀性。
硫化完成后的泄压降温操作,是防止产品鼓泡、变形的关键步骤。严禁高温快速泄压,需遵循先停止加热、自然降温至100℃以下、再缓慢泄压的流程,泄压速度控制在每分钟不超过0.3MPa。全程观察压力表数值,待压力完全归零、零压报警灯亮起、安全联锁插销自动退出后,方可开启罐门。开门时动作缓慢,规避残余蒸汽烫伤风险,取料时轻拿轻放,避免制品磕碰损伤,同时及时清理罐内硫化残渣,保持罐内洁净。
每日生产结束后需规范关机并做好基础清洁,依次关闭加热系统、切断设备电源、关闭进水阀,打开排水阀排空水箱残留积水,擦拭罐体表面污渍,保持设备干燥洁净。同时建立周期性维保机制,每日检查密封圈、安全联锁、压力温度仪表状态,完成排水清洁工作;每周校验安全阀、温度表精度,紧固设备连接螺栓,清理加热管表面水垢;每月检查设备保温层完整性,清洁控制系统散热风扇,测试报警装置灵敏度;每年配合当地特检院完成压力容器年度检测,全面排查罐体焊缝、壁厚损耗情况,保障设备合规安全运行。
三、生产提质增效与节能优化技巧
针对电热蒸汽硫化罐生产中的常见问题,通过优化操作细节可有效提升产品合格率、降低生产能耗、减少设备损耗。在提升罐内温度均匀性方面,需严格控制装料饱和度,最大装料量不超过罐体容积的80%,预留充足的蒸汽循环空间;升温阶段务必彻底排净冷空气,消除局部低温死角;定期清理加热管水垢,避免水垢堆积影响热传导效率,导致升温缓慢、温度不均。
节能降耗的核心关键是使用软水生产,电导率≤5μS/cm的软水可最大限度减少加热管和罐体内部结垢,不仅能提升加热效率,还可节能10%至15%,同时大幅延长加热管使用寿命。日常生产中需做好设备保温维护,及时修补破损保温层,减少设备散热损耗;非连续生产模式下可保持设备保温待命状态,避免反复冷启动造成的能耗浪费。同时根据生产产能合理匹配设备功率,杜绝“大设备小产能”的能耗浪费问题。
针对生产中常见的产品缺陷,可通过工艺优化精准解决。产品出现气泡问题,多由升温速度过快、罐内冷空气排放不彻底、工作压力不足导致,可通过放缓升温速率、延长排气时间、稳定工作压力改善;产品变形主要源于装料过密、高温快速泄压、罐内温度不均,需规范装料标准、严格执行缓慢泄压流程、优化蒸汽循环效果;产品硬度不均则是温度压力波动大、恒温硫化时长不足导致,需稳定设备温压参数、严格把控工艺保温时长。
四、设备操作安全红线规范
电热蒸汽硫化罐属于高压特种设备,违规操作极易引发安全事故,生产过程中必须严守安全红线,杜绝一切违规操作行为。严禁无证人员操作设备,严禁超温、超压超负荷运行设备,若设备安全联锁、报警装置失效,必须停机检修,严禁带故障、无安全防护运行设备。
坚决杜绝罐内带有残余压力时强行开门的行为,操作过程中人员禁止站立在罐门正前方,规避罐门突发开启、蒸汽喷射伤人风险。生产用水必须使用软水,严禁直接使用自来水、井水,避免大量结垢腐蚀加热管、堵塞管路,引发设备故障。设备未完全泄压、未切断电源时,严禁开展设备检修、开盖维护等操作,同时禁止遮挡、堵塞、拆除安全阀、压力表等安全附件,确保所有安全装置始终处于正常工作状态。
五、常用设备规格与产能适配参考
市面上主流的电热蒸汽硫化罐规格适配不同产能需求,小型设备有效直径800mm、有效长度2000mm,整体容积适配小批量生产,配套12kW至18kW加热功率,单批次可加工200kg至300kg制品,适合小型加工厂小批量定制生产。中型设备为行业通用主流规格,有效直径1200mm、有效长度4000mm,加热功率配置36kW至48kW,单批次产能可达800kg至1200kg,适配中小型企业常态化量产。大型设备有效直径1500mm、有效长度5000mm,配套60kW至72kW加热功率,单批次产能1500kg至2000kg,能够满足大型企业连续化、大批量的生产需求。企业可根据自身批量生产需求,结合场地空间、用电负荷灵活选择适配规格。
结语
电热蒸汽硫化罐的选型与使用,是一套兼顾合规性、工艺性、安全性和经济性的系统工作。选型阶段需坚守资质合规、安全充足、参数匹配、售后可靠的核心标准,从源头选定适配设备;使用阶段需严格落实岗前检查、标准化温压控制、缓慢泄压、定期维保的操作规范。通过科学选型、规范操作、精细化维保,既能彻底规避特种设备安全风险,稳定保障橡胶制品硫化品质,又能有效降低生产能耗和设备故障率,延长设备使用寿命,为企业高效、稳定、合规生产筑牢基础。